Machining Die Castings Economically
Vic Jost, Jost Machinery Company, Ellisville, MO 63011

The Die Cast industry is evolving as we learn to cast complex parts complete and eliminate machining operations on many parts. Frequently, castings are simply cast, trimmed and shipped. This is an ideal situation that die cast companies love. However, because of the precision nature of the applications of die castings, many parts must be machined in order to function properly. It is common for die castings to be drilled, tapped, threaded, milled, bored, I.D. turned, O.D. turned, core drilled, radial drilled, reamed, etc. When you are the person responsible for developing a new product or quoting to produce products that include die castings, it can be a big challenge deciding how to perform these machining operations. When considering the options, many people assume that they must use CNC Machining Centers and Lathes. After all, CNC Machines are extremely accurate, flexible; obtain amazing uptime and blazing speed. Unfortunately, they only have (1) tool cutting at a time which limits their overall cycle time. You might need (5) to (10) CNC Machining Centers and (5) to (10) operators for as many shifts as required to machine these castings in large quantities. Of course, you will also need all of the floor space, material handling equipment, and technical staff to support these machines. For high volume die cast machining projects, the costs of multiple CNC Machines with the required labor and support frequently do not justify their cost, which leads to no quotes and cancelled projects.
THE GOOD NEWS IS THAT THERE ARE ECONOMICAL OPTIONS!
If you are looking for alternatives to buying multiple CNC Machines, Special Machines can give you the competitive edge when machining die castings. In the same way that your die cast die can produce high quality castings at a rapid rate of production, special machines can consistently machine your castings as fast as you can cast them. This efficiency can give you the highest quality die castings with the lowest overall cost.
Special Machines can be optimized for minimal operator involvement, and some castings can even be loaded automatically. Good fixture design is the key to any machining operation. Datum locators, rough locators, clamps, work supports, short tool projections, good chip removal, good coolant or MQL flow, part sensing, auto unclamp, broken tool monitoring, etc. should all be incorporated into the machine design. When done properly, you can use unskilled operators or robots to run your special machines.
By following good design practices you can optimize the fixturing, cutting tools and holders, machine tool components, work flow, inspection, material handling, chips and lubrication, safety, and all of the controls on these special machines. In other words, you can create a system where you can control the machining of your castings as predictably as you can control your die casting process. You get to choose the quality you need, at the speed you want, most importantly, at your own price point. This puts you in control throughout the process.
You can purchase machine tool components and put them together in your own tool room. This option provides the lowest cost alternative when building special machines. Die cast companies and manufacturers that die cast parts regularly build special machines to machine their castings. If you do not have the time and talent in-house to build your own machines, you can also purchase turnkey special machines that are built in about the same length of time as it takes to build your die cast die.
It is the author’s opinion that there are more special machines around the world than there are CNC Machines running production and that the casting design determines the machine design. Each project must be analyzed to determine the best machining system. The (4) examples below show (4) different types of castings based on the types of special machines recommended to machine them economically.
Examples of simple machining tap, drill, bore, turn.
Many die castings can be machined on simple special machines. Automatic drilling and lead screw tapping units can be used to attack a casting from different directions simultaneously in (1) fixture. In fact, some precision castings can be machined complete on simple high-precision machines with verifiable quality at high rates of production.

Examples of SIMPLE Multiple Spindle Drilling and Tapping.
Frequently, cored holes cannot be used in die castings because of tight tolerances on hole sizes and locations. Using multiple spindle drill heads with drill bushings to accurately drill these holes. Often these holes then get tapped. Tapping these complex die castings with multiple spindles with different pitches and depths can be done with simple economical machines.

Examples of milling, drilling, tapping from different directions.
There are many die castings that have simple machining operations that are not difficult to machine yet require imagination and engineering to create economical machining systems. Frequently, it is the number of operations along with the complexity of multiple directions that challenge creativity. Special purpose Rotary Index Machines, Shuttle Machines, and 3-Way Machines provide the best solution for these complex castings.

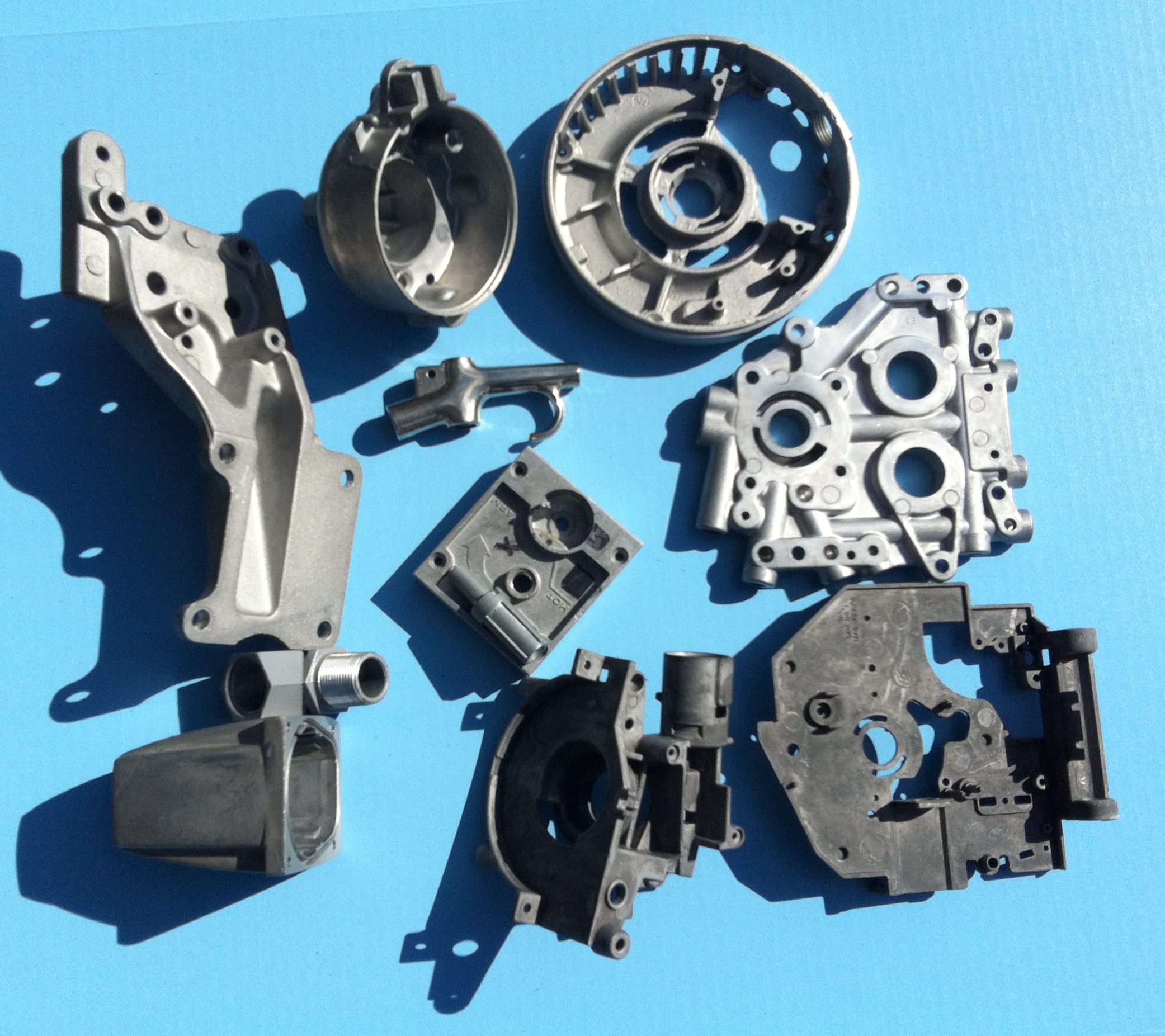
Examples of very complex die castings with all types of machining operations and many precision bores and surfaces.
Advances in die casting technology now allow us to use aluminum, magnesium, and zinc in place of other heavier metals. We are also combining multiple parts into a common casting, thus creating very complex castings. These castings frequently are used in high performance and high volume applications. Special cutting tools using diamond inserts and high pressure through the tool coolant hold critical tolerances 24/7. They are machined on Special Transfer Machines, Rotary Index Machines, Multi-Directional Boring Machines, Complex Special Machines, and CNC Machines. Often these castings are processed through a cell that optimizes different operations while minimizing labor content. The goal is to produce a high quality die casting safely with the lowest overall cost. Ultimately, we all face the challenge to be competitive in this worldwide economy.
ASK FOR HELP!
It is recommended that you share the burden of your analysis as you develop the machining processes of your die castings or quote new parts to your customers. Castings, cast drawings, machining drawings, production rate and start up dates provide the necessary information for outside analysis. By drawing on the knowledge and experience of others you will be able to develop multiple machining processes and to determine the best machining system on time and on budget.
About the Author
Vic Jost is President of Jost Machinery Co. in Ellisville, MO. He has many years of experience developing machining systems for die casting companies. He is an Industrial Engineer by training with extensive experience analyzing die casting tolerances, locating and clamping requirements, production volumes, delivery schedules and budget restrictions to optimize the machining system for each die casting program.